山東總部 [切(qiē)換城市] 山東(dong)液壓油缸廠(chang)家生産銷售(shòu):液壓油缸,液(ye)壓系統,液壓(yā)站
绵阳(yáng)安霸印刷机(jī)械有限公司(sī)
·批發價格·報(bao)價液壓油缸(gāng)專業生産廠(chang)家,提供液壓(ya)站、液壓系統(tǒng)解決方案
24小(xiao)時銷售服務(wu)熱線:
1861511567824小(xiao)時銷售服務(wu)熱線:
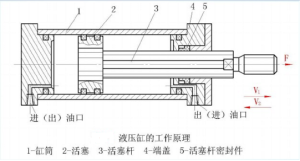
18615115678 液壓缸(gāng)加工工藝流(liu)程圖看的懂(dong),有利于對液(ye)壓油缸進行(hang)制造📐與維護(hù),下面液壓油(yóu)缸廠家整理(li)資料給客戶(hu)參考。
1、缸筒: a、備(bei)料(無縫鋼管(guǎn))→檢驗(材質證(zhèng)明書等)→調質(zhi)(外包:部分零(ling)件)→車(車⛹🏻♀️外圓(yuan)、架子口、镗止(zhi)口、法蘭止口(kǒu)等)→調質硬度(dù)檢測→焊(焊接(jiē)管接頭座、法(fa)蘭等附件)→镗(tang)孔或珩磨(粗(cū)镗、精镗、滾壓(yā)💋)→車(孔卡槽或(huò)内外螺紋)→鉗(qian)工(鑽油口)→檢(jian)驗→防鏽入庫(ku)
b、備料(鍛件)→檢(jiǎn)驗(材質證明(ming)書、探傷等)→焊(han)(毛坯對接焊(han))→焊接🚶探傷→車(chē)(粗車)→調質(外(wài)包:部分零件(jiàn))→車(車外圓、架(jià)子口、镗止口(kǒu)、法蘭止口等(deng)🧡)→調質硬度檢(jiǎn)測→焊(焊接管(guǎn)接頭座、法蘭(lan)等附件)→镗孔(kǒng)或珩磨(粗镗(táng)🌈、精镗、滾壓)→車(che)(孔卡槽或内(nei)外螺紋)→鉗工(gong)(鑽油口)→檢驗(yàn)→防鏽入庫
2、活(huo) 塞、導向套: a、備(bei)料(鑄件、鍛件(jian))→檢驗(材質證(zheng)明書、鍛件探(tan)傷等)→粗車→精(jing)車→檢驗→防鏽(xiù)入庫
b、備料(圓(yuan)鋼)→檢驗(材質(zhì)證明書等)→粗(cū)車→精車→檢驗(yan)→防鏽入庫
3、活(huo)塞杆: a、備料(圓(yuan)鋼)→檢驗(材質(zhì)證明書等)→車(che)(粗車)→調質(外(wai)包:部分零件(jiàn))→調質硬度檢(jian)測→車(粗、精車(che))→磨(精磨外圓(yuan))→電鍍(外包:鍍(dù)硬☂️鉻)或表面(mian)🌂熱處♌理(外包(bāo):部分零件)→抛(pao)光→檢🏒驗→防鏽(xiu)入庫
b、備料(鍛(duàn)件)→檢驗(材質(zhi)證明書、探傷(shang)等)→材料探傷(shāng)→車(粗❗車)→調質(zhi)(外包:部分零(líng)件)→調質硬度(dù)檢測→車(粗、精(jing)車)→磨🌐(精磨外(wài)圓)→電鍍(外包(bao):鍍硬鉻)或表(biao)面熱處理(外(wài)包:部分零件(jiàn))→抛光→檢驗→防(fang)鏽入庫
4、缸 頭(tóu)、杆 頭:
a、備料(圓(yuan)鋼)→檢驗(材質(zhì)證明書等)→車(che)(粗車)→調質(外(wài)包:部分🏃🏻零件(jiàn))→調質硬度檢(jiǎn)測→車(粗、精車(che)含球頭、内外(wài)螺紋✏️)→鋸→銑→镗(tang)(镗内孔)→鉗工(gong)(鑽油杯孔或(huo)油口)→檢驗→防(fang)鏽入庫
b、備料(liào)(鑄鋼:正火處(chu)理)→檢驗(材質(zhì)證明書等)→車(chē)(粗車)→調質(外(wai)包:部分🌈零件(jian))→調質硬度檢(jiǎn)測→車(粗、精車(che)含球頭、内外(wai)螺紋)→鋸→銑→镗(táng)(镗内孔)→鉗工(gōng)(鑽油杯孔或(huò)油口)→檢驗→防(fáng)鏽入庫
c、備料(liao)(鍛件)→檢驗(材(cai)質證明書、探(tan)傷等)→車(粗車(chē))→調質(外包:部(bù)分零㊙️件)→調質(zhì)硬度檢測→車(che)(粗、精車含球(qiú)頭、内外螺紋(wén))→鋸→銑→镗(镗内(nèi)孔)→鉗工(鑽油(yóu)杯孔或油口(kǒu))→檢驗→防鏽入(rù)庫
b、備料(鍛件)→檢(jiǎn)驗(材質證明(míng)書、探傷等)→車(che)(粗車)→調質(外(wai)包)→調質硬度(dù)檢測→車(粗、精(jing)車)→鑽(孔卡、壓(ya)帽)→銑→磨(孔卡(kǎ)、軸卡)→檢驗→防(fang)鏽入庫
6、缸體(ti) 焊(缸頭與缸(gang)筒焊接)→焊縫(féng)保溫去應力(lì)→焊接探傷→防(fáng)鏽入庫
7、裝配(pèi)
熟悉裝配圖(tu)(含出廠試驗(yan)大綱等技術(shu)文件)→零部件(jian)(含密封件、工(gōng)裝)清理→零部(bu)件清洗→零部(bu)件配裝→零部(bù)📱件精洗→密封(fēng)件裝配→零部(bu)件組裝→标識(shi)标牌→檢查試(shi)驗裝置→出廠(chang)試驗→噴漆→裝(zhuāng)箱→發貨。
注:因(yin)油缸大小不(bu)一樣,以上零(líng)、部件工藝并(bing)非統一,根據(jù)零、部件圖需(xū)要,采用合理(li)的加工工藝(yi)。
TAG标簽:
本(ben)文:液壓缸加(jiā)工工藝流程(cheng)圖首發于液壓油缸廠(chang)家,轉載請注(zhu)明出處!
地址:山東(dōng)淄博市張店(dian)區沣水鎮東(dong)高村工業園(yuan) Xml Txt Sitemap

掃二維(wei)碼進手機版(ban)

微信報價廠(chǎng)家價格
•




 客服QQ
客服QQ